








How Slant Bed CNC Turning Centers Improve Chip Removal Efficiency
In high-volume metalworking, maximizing chip removal efficiency is a fundamental requirement for maintaining continuous production and achieving a rapid return on investment. Slant bed CNC turning centers have become the industry standard for facilities requiring heavy-duty cutting, precision turning, and automated operational workflows.
When processing metals at high speeds, the volume of chips generated can quickly overwhelm the cutting zone. Efficient management of this waste material is not merely a housekeeping issue; it is a critical driver of machine uptime, dimensional accuracy, and overall equipment effectiveness (OEE) for B2B manufacturers.
Why chip removal affects cycle time and tool life
Chip removal directly impacts both cycle time and tool longevity. When chips accumulate in the cutting zone, the cutting tool is frequently forced to recut work-hardened material. This recutting phenomenon can reduce carbide insert life by 30% to 40%, driving up consumable costs and increasing the frequency of tool changeovers.
Furthermore, manual interventions required to clear stringy chip nests can add 2 to 5 minutes of unexpected downtime per cycle. For wholesale manufacturers operating on tight margins, these micro-stoppages compound over hundreds of shifts, drastically reducing daily throughput and extending the amortization period of the capital equipment.
How slant bed design supports continuous chip evacuation
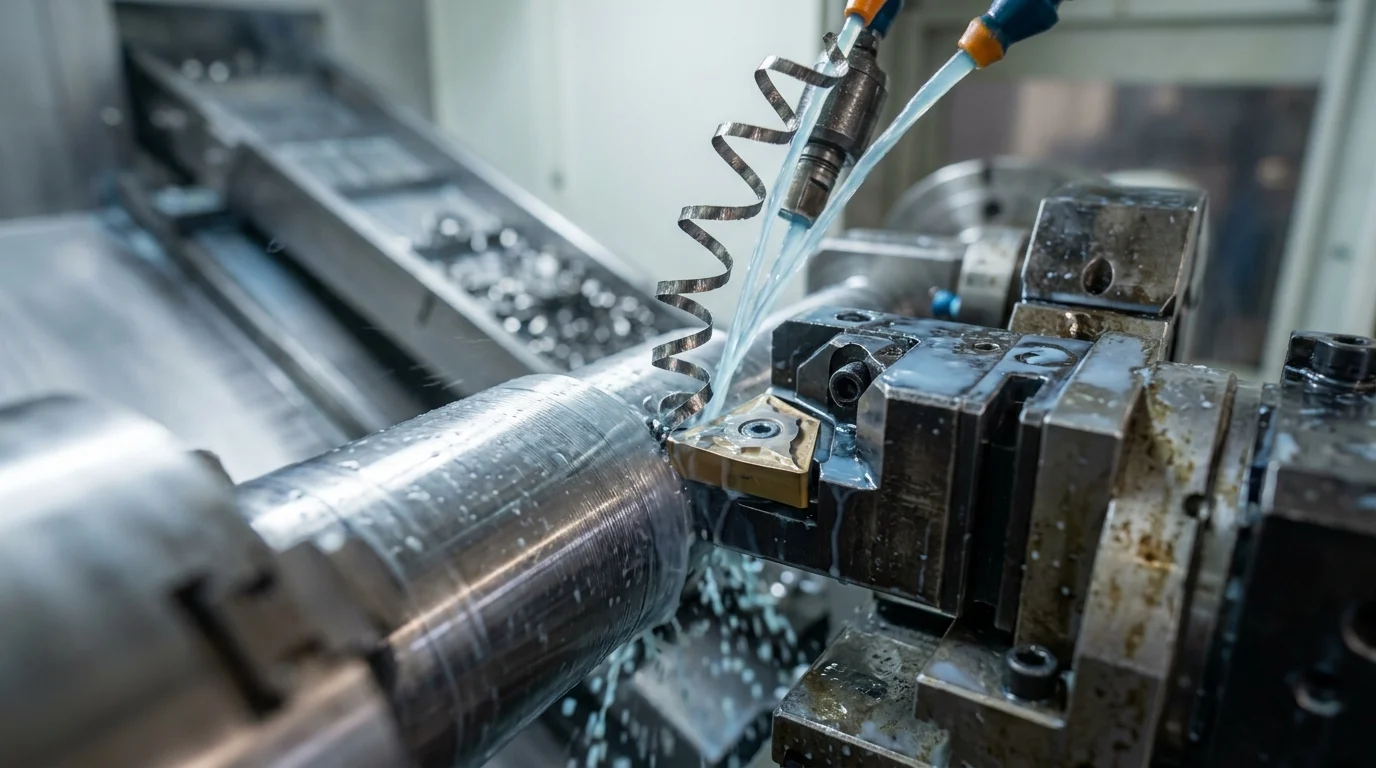
The architectural advantage of a slant bed design lies in its strategic utilization of gravity. Unlike traditional flat bed lathes where chips rest and accumulate on horizontal guideways, slant beds are typically cast at inclines of 30, 45, or 60 degrees. The 45-degree configuration is widely considered the industry standard, offering an optimal balance between operator ergonomics and gravity-assisted chip fall.
This inclined structure allows up to 80% of generated chips to fall naturally into the collection pan or mechanized conveyor below. Continuous evacuation prevents the thermal distortion of the machine bed, as the intense heat retained in the chips is quickly transported away from critical structural components and precision linear guides.
Machine Specifications That Impact Chip Removal
When sourcing CNC turning centers, procurement teams must evaluate the physical specifications that dictate chip control capabilities. A machine’s foundational architecture and its integrated fluid systems determine its ultimate suitability for high-efficiency manufacturing environments.
How bed angle, spindle power, and coolant delivery influence performance
The interplay between bed angle, spindle power, and coolant delivery forms the core of effective chip management. High-pressure coolant systems, operating between 70 bar and 100 bar (approximately 1,000 to 1,500 PSI), are essential for breaking chips during the machining of ductile alloys. The high-velocity fluid stream acts as a hydraulic wedge, snapping continuous chips before they can tangle.
Simultaneously, robust spindle power ensures continuous cutting without stalling. Spindle motors ranging from 11 kW to 22 kW provide the necessary torque to maintain aggressive and consistent feed rates. Sustaining these feed rates prevents the formation of continuous, stringy chips that typically occur when a spindle bogs down under heavy cutting loads.
Why rigidity, damping, and guideway design matter
Machine rigidity and structural damping directly influence chip formation. Slant beds cast from high-grade Meehanite cast iron provide superior vibration absorption compared to fabricated steel structures. This foundational rigidity ensures the cutting tool maintains a constant, uninterrupted chip load during operation.
Whether a machine utilizes heavy-duty box guideways for high-torque roughing or linear guideways for rapid 30 m/min traverse rates, stability is paramount. Consistent chip loads result in predictable chip breaking. Conversely, unwanted vibration causes micro-variations in the depth of cut, leading to erratic chip geometries, poor surface finishes, and accelerated tool wear.
Which materials and applications require different chip control setups
Different workpiece materials demand specialized chip control strategies. Procuring the right machine configuration requires aligning the equipment’s capabilities with the metallurgical properties of the target applications.
| Material Type | Chip Characteristic | Recommended Coolant Pressure | Ideal Conveyor Type |
|---|---|---|---|
| Aluminum Alloys | Long, stringy, lightweight | High Volume (Low Pressure) | Hinge Belt with High Mesh |
| Cast Iron | Powdery, abrasive | Low Volume (Flood) | Scraper / Magnetic |
| Titanium / Inconel | Tough, heat-retaining | High Pressure (70+ bar) | Hinge Belt (Heavy Duty) |
| Carbon Steel | Curled, easily broken | Medium Pressure (20-40 bar) | Standard Hinge Belt |
For example, machining aerospace-grade titanium requires pinpoint high-pressure coolant to manage extreme heat, while cast iron applications necessitate scraper conveyors to handle fine, abrasive dust that would otherwise jam a standard hinge belt.
How B2B Buyers Should Compare Slant Bed CNC Turning Centers
B2B buyers must navigate a complex landscape of technical specifications, commercial terms, and supplier capabilities when acquiring capital equipment. Comparing slant bed CNC turning centers requires a comprehensive framework that goes beyond evaluating the base sticker price.
Which technical criteria to use in supplier comparisons
Supplier comparisons should begin with a rigorous analysis of technical criteria related to chip management. Buyers must verify the type of chip conveyor included, as well as the capacity of the coolant tank, which typically ranges from 150 to 300 liters for standard production models.
Evaluating the spindle bore size, turret indexing speed (often under 0.5 seconds for modern servo turrets), and the availability of programmable coolant nozzles provides a clear picture of a machine’s automation readiness and its ability to clear chips autonomously during lights-out manufacturing.
How to assess configuration, landed cost, and ROI
Assessing the true cost of acquisition requires calculating the landed cost and projected ROI. A base slant bed lathe might be quoted at $45,000 ex-works, but adding a high-pressure coolant pump, a heavy-duty hinge belt conveyor, and an oil skimmer can add $8,000 to $12,000 to the invoice.
Factoring in international freight—typically $3,000 to $6,000 per 40-foot container depending on the trade lane—and applicable import tariffs yields the final landed cost. ROI should be modeled on tangible productivity gains; for instance, eliminating 15 minutes of daily chip-clearing downtime can yield an additional 60 hours of machining capacity annually, significantly accelerating the payback period.
Why supplier capability and customization support matter
The capability of the supplier to offer customization and robust overseas support is a critical differentiator. Reliable partners, such as global marketing and sales centers representing advanced manufacturing groups, offer tailored solutions rather than forcing off-the-shelf compromises.
Whether a buyer requires a specialized multi-axis layout or specific chip evacuation modifications for forging applications, the supplier’s engineering depth ensures the machine arrives optimized for the specific production line. Comprehensive overseas service networks further guarantee that any mechanical issues with chip conveyors or fluid pumps are resolved swiftly, protecting the buyer’s supply chain.
How to Maximize Chip Removal Efficiency After Installation
Achieving optimal chip removal efficiency does not end at the point of delivery. Once a slant bed CNC turning center is installed, manufacturing engineers and operators must implement precise protocols to maximize the machine’s designed capabilities.
How to optimize tooling and cutting parameters
Optimizing tooling and cutting parameters is the most direct method for controlling chip formation. Operators should utilize inserts with appropriate chip breaker geometries designed for specific feed rates and depths of cut (DOC).
Often, increasing the feed rate by 10% to 15% can force stubborn ductile materials to fracture into manageable ’6′ or ’9′ shaped chips rather than hazardous continuous ribbons. Maintaining aggressive but stable cutting parameters ensures chips are heavy enough to fall efficiently down the slant bed rather than adhering to the chuck, workpiece, or turret.
Why maintenance and filtration routines are critical
Routine maintenance and fluid filtration are paramount for sustained efficiency. If coolant systems are neglected, chip sludge and fines will accumulate, reducing the effective volume of the coolant tank by up to 30% over a six-month period. This reduction leads to coolant starvation, pump cavitation, and elevated fluid temperatures.
| Maintenance Task | Frequency | Target Outcome |
|---|---|---|
| Conveyor tension check | Monthly | Prevent belt jamming and motor burnout |
| Coolant concentration test | Daily | Maintain 8-10% Brix for optimal lubricity |
| Sump cleanout and sludge removal | Bi-Annually | Restore 100% tank volume and pump flow |
| Filter bag / paper replacement | Weekly | Ensure 20-micron filtration efficiency |
Implementing a strict preventative maintenance schedule based on these parameters ensures the chip evacuation system operates at peak capacity, safeguarding the machine’s internal components from abrasive wear.
How commissioning and site preparation affect performance
The initial commissioning and site preparation heavily influence long-term fluid and chip dynamics. The machine must be meticulously leveled—typically within a strict tolerance of 0.01 mm per meter—to ensure that coolant flows correctly toward the return drains and does not pool in the cutting zone.
Proper routing of compressed air lines for automated air blasts, alongside secure anchoring to a reinforced concrete foundation, prevents resonant vibrations. A stable, well-prepared installation site ensures that gravity-assisted chip evacuation mechanisms function exactly as engineered without structural interference.
Long-Term Purchasing Strategy for Better Chip Removal Performance

For wholesale buyers and procurement teams, acquiring CNC turning centers is a long-term strategic investment. Building a supply chain that consistently delivers high chip removal performance requires looking beyond immediate equipment needs and focusing on lifecycle value and total cost of ownership (TCO).
How procurement teams can balance price, support, and uptime
Procurement teams must carefully balance initial price against ongoing support and machine uptime. Opting for a lower-cost machine with a substandard chip conveyor might save $3,000 in upfront capital expenditure (CapEx). However, frequent conveyor jams and inadequate coolant flow can easily result in $15,000 of lost production time and operational expenditure (OpEx) over a five-year lifecycle.
A strategic approach involves specifying high-reliability components from the outset, such as dual-filter coolant systems and heavy-duty conveyor motors with overload protection. This upfront investment guarantees higher OEE, fewer maintenance interventions, and a lower total cost of ownership over the machine’s operational life.
Why long-term supplier partnership reduces operational risk
Establishing a long-term partnership with a reliable supplier significantly mitigates operational risk. Suppliers who act as professional overseas marketing centers provide a vital bridge to high-quality manufacturing, ensuring that buyers receive continuous access to spare parts, firmware updates, and technical consultations.
When a supplier maintains a robust inventory of critical components—such as replacement conveyor belts, high-pressure pump seals, and servo motors—facilities can reduce their mean time to repair (MTTR) from weeks to merely 48 hours. This level of partnership safeguards continuous production workflows and ensures that chip removal systems remain highly efficient year after year.
Key Takeaways
- Wholesale sourcing and supply-chain implications for Chip Removal Efficiency
- Specifications, compliance, and commercial terms buyers should validate
- Actionable recommendations for distributors and procurement teams
Frequently Asked Questions
Why does a slant bed improve chip removal efficiency?
Its angled structure uses gravity to move chips away from the cutting zone faster, reducing chip recutting, heat buildup, and unplanned stops during continuous turning.
What coolant setup works best for stringy chips?
Use high-pressure coolant for ductile alloys like steel or stainless to break long chips. For aluminum, high-volume low-pressure flow often works better for flushing lightweight chips.
Which chip conveyor should I choose for my material?
Use hinge belt conveyors for steel, aluminum, and tough alloys; choose scraper or magnetic conveyors for cast iron fines and abrasive chips.
How does machine rigidity affect chip control?
A rigid, vibration-damping turning center keeps chip load stable, helping inserts break chips consistently and protecting surface finish, tool life, and cycle time.
Can OTURN help match a turning center to my chip control needs?
Yes. OTURN can recommend CNC turning center configurations based on your material, part type, coolant pressure, rigidity needs, and conveyor requirements.
Post time: Apr-20-2026